
This post is a continuation of the post “Plant Engineering meets Product Engineering in capital projects” and “Plant Information Management - What to manage?”
As the last post dwelled on how EPC’s and product companies are trying to promote re-use in very Engineer To Order (ETO) intensive projects, we will focus on the handover to supply chain and logistics in this post.
As the last post dwelled on how EPC’s and product companies are trying to promote re-use in very Engineer To Order (ETO) intensive projects, we will focus on the handover to supply chain and logistics in this post.
The relationship between the tag containing the project specific requirements, and the article or part containing the generic product design constitutes a project specific demand that supply chain and logistics should know about. If both the tag and the connected part is released, a “signal” is sent with information regarding both the tag’s requirements and the part’s requirements.
An exception to this rule is typically Long Lead Items (LLI). I’ve seen this handled via a special process that allows transfer of the information to supply chain and logistics even if the specific tag has not been released.
An exception to this rule is typically Long Lead Items (LLI). I’ve seen this handled via a special process that allows transfer of the information to supply chain and logistics even if the specific tag has not been released.
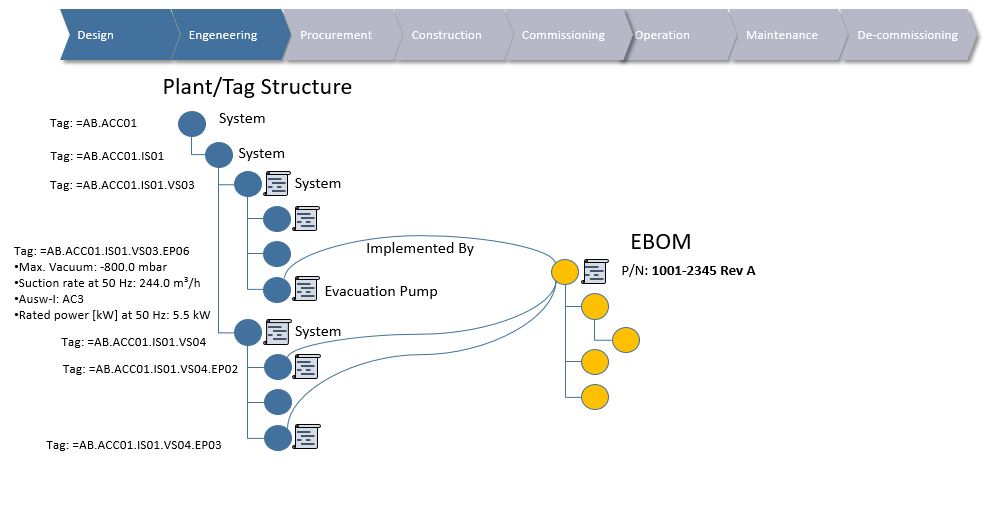
Figure 1.
As the project specific information regarding all three tags and the intended use of product design is sent to logistics and supply chain it is possible to distinguish what tags need special attention and what tags can be ordered “off the shelf”.
Let’s say that tag: =AB.ACC01.IS01.VS04.EP03 is in a safety classed area and the other two are not. Information in the purchase order for the safety classed tag must then contain information to the manufacturer that documentation regarding the manufacturing process must follow the produced individual that will be used to implement this specific tag, whereas the other two deliveries can have standard documentation.
As the project specific information regarding all three tags and the intended use of product design is sent to logistics and supply chain it is possible to distinguish what tags need special attention and what tags can be ordered “off the shelf”.
Let’s say that tag: =AB.ACC01.IS01.VS04.EP03 is in a safety classed area and the other two are not. Information in the purchase order for the safety classed tag must then contain information to the manufacturer that documentation regarding the manufacturing process must follow the produced individual that will be used to implement this specific tag, whereas the other two deliveries can have standard documentation.
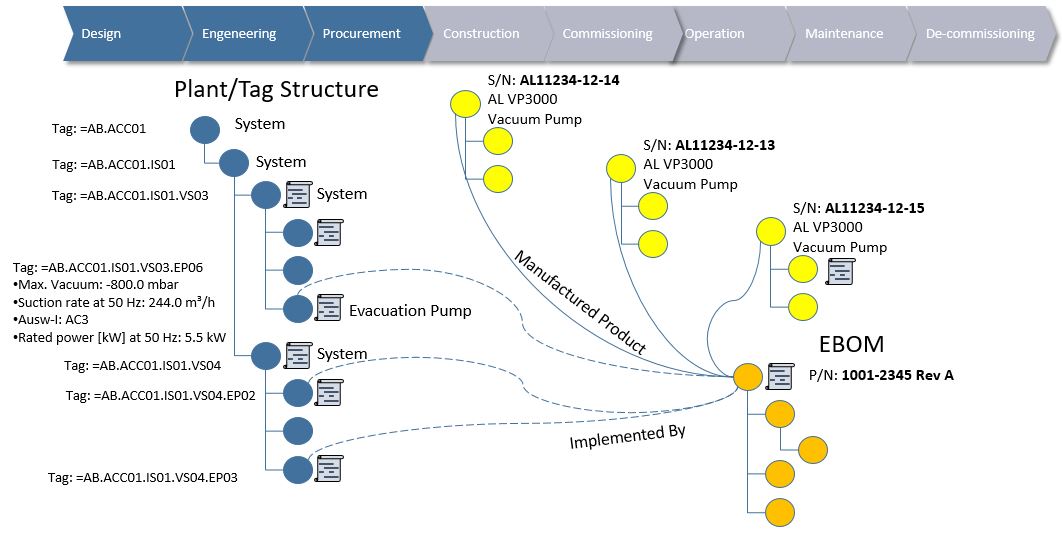
Figure 2.
Figure 2 depicts that all three manufactured products or physical items with serial numbers come from the same Engineering Bill Of Material, but that the individual with serial number S/N: AL11234-12-15 has some extra information attached.
This is because since it is to be used in a safety classed environment, proof must be produced from the manufacturer’s side that the product fulfills the safety class requirements given on the tag. This could for instance be X-Ray documentation that all welds are up to spec or that the alloy used has sufficient quality.
As you can see, If the information is kept as information structures with relationships between the different data sets detailing what context the different information is used in, it becomes possible to trace and manage it all in project specific processes.
There are some other very important information structures that I mentioned in the post “Plant Information Management - What to manage?” like the Sales BOM (similar to manufacturing industries Manufacturing BOM), the Supply BOM and warehouse management, however I would like to cover those in more detail later in later posts.
For now let’s follow the journey of the manufactured products as they move into installation and commissioning.
Figure 2 depicts that all three manufactured products or physical items with serial numbers come from the same Engineering Bill Of Material, but that the individual with serial number S/N: AL11234-12-15 has some extra information attached.
This is because since it is to be used in a safety classed environment, proof must be produced from the manufacturer’s side that the product fulfills the safety class requirements given on the tag. This could for instance be X-Ray documentation that all welds are up to spec or that the alloy used has sufficient quality.
As you can see, If the information is kept as information structures with relationships between the different data sets detailing what context the different information is used in, it becomes possible to trace and manage it all in project specific processes.
There are some other very important information structures that I mentioned in the post “Plant Information Management - What to manage?” like the Sales BOM (similar to manufacturing industries Manufacturing BOM), the Supply BOM and warehouse management, however I would like to cover those in more detail later in later posts.
For now let’s follow the journey of the manufactured products as they move into installation and commissioning.
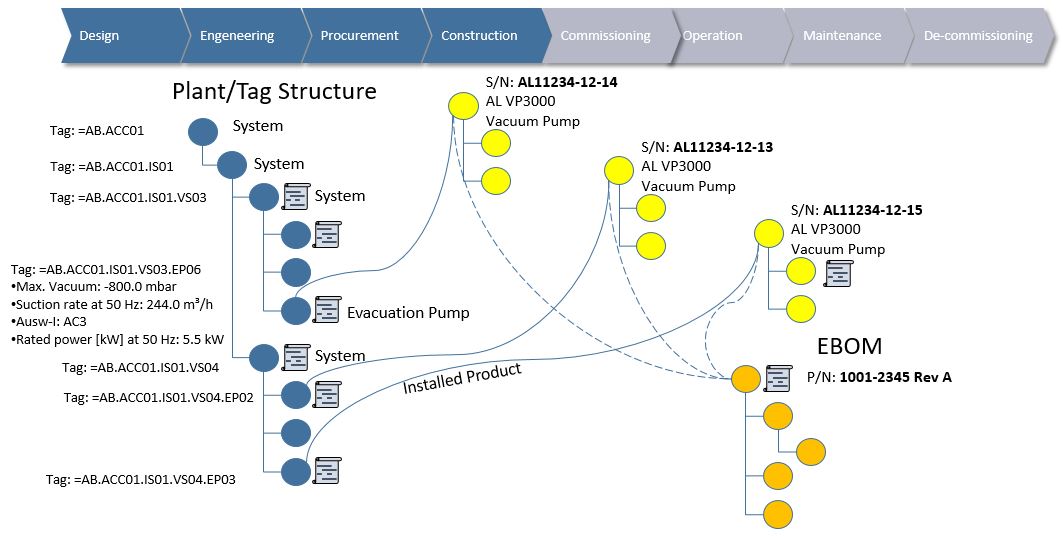
Figure 3.
Provided that the information from the different structures and their context in relation to each other is kept, it is possible to trace perfectly what physical items should be installed where, corresponding to the tag requirements in the project (note: I’ve removed the connections from tag to EBOM in this figure for clarity).
We are now able to connect the information from tag: =AB.ACC01.IS01.VS04.EP03, the one in the safety classed area, to the physical item with serial number S/N: AL11234-12-15 that contains the documentation proving that it is fit for purpose in a safety classed area.
As the other two tags are not in a safety classed area, and have no special requirements, any of the two physical pumps can be used to fulfill the tag requirements, however we still want full traceability for commissioning, operations & maintenance.
Provided that the information from the different structures and their context in relation to each other is kept, it is possible to trace perfectly what physical items should be installed where, corresponding to the tag requirements in the project (note: I’ve removed the connections from tag to EBOM in this figure for clarity).
We are now able to connect the information from tag: =AB.ACC01.IS01.VS04.EP03, the one in the safety classed area, to the physical item with serial number S/N: AL11234-12-15 that contains the documentation proving that it is fit for purpose in a safety classed area.
As the other two tags are not in a safety classed area, and have no special requirements, any of the two physical pumps can be used to fulfill the tag requirements, however we still want full traceability for commissioning, operations & maintenance.
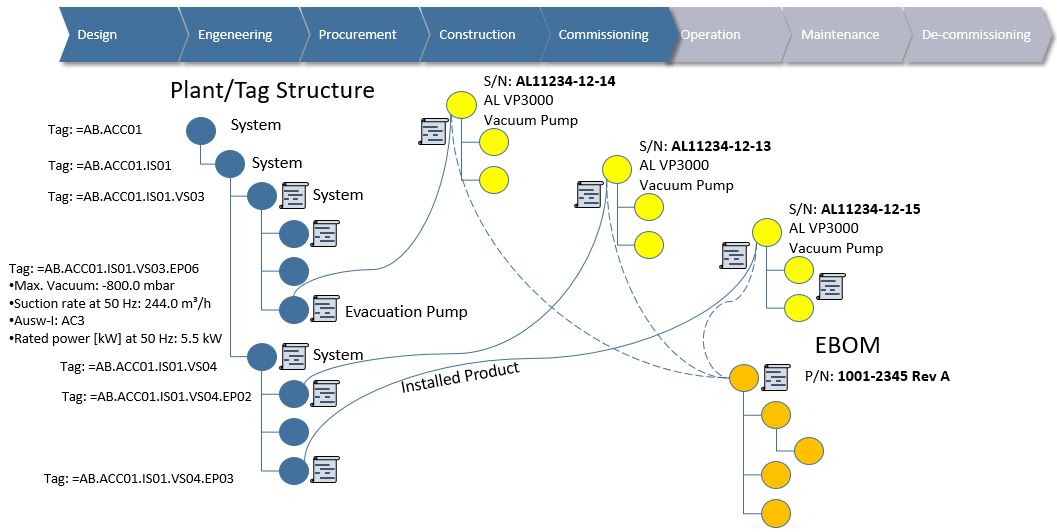
Figure 4
Since we now have a connection between the tag requirements and the physically installed individuals, we can commence with various commissioning tests and verify that what we actually installed works as intended in relation to what we designed (the plant system), and furthermore we can associate certificates and commissioning documentation to the physical individuals.
The reason for this split between tag object and physical item object I’d like to come back to in a future post regarding operations and maintenance.
Bjorn Fidjeland
The header image used in this post is by Nostal6ie and purchased at dreamstime.com
Since we now have a connection between the tag requirements and the physically installed individuals, we can commence with various commissioning tests and verify that what we actually installed works as intended in relation to what we designed (the plant system), and furthermore we can associate certificates and commissioning documentation to the physical individuals.
The reason for this split between tag object and physical item object I’d like to come back to in a future post regarding operations and maintenance.
Bjorn Fidjeland
The header image used in this post is by Nostal6ie and purchased at dreamstime.com
 RSS Feed
RSS Feed
